You are here
Overcoming Challenges to Develop a Robust and Stable Automotive Stator Welding Process: Part 2
For automotive power train manufacturers, it is vital to devise a stator welding process and equipment that guarantee 100% process quality in a full automotive power train production line. In the first part of this blog, we discussed how hot crimping and hairclip welding can help manufacturers maintain process quality.
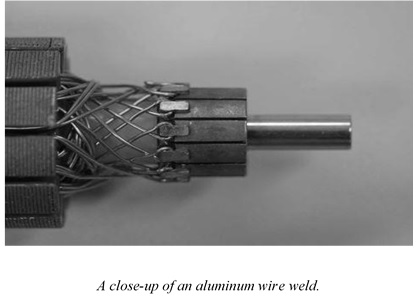
Another method for performing automotive powertrain welding is through a direct weld of aluminum wire. This can be difficult for two reasons: aluminum has very little electrical resistance, and it has an aluminum oxide skin, which melts at a much higher temperature than the aluminum itself. An alternative to a direct resistance weld is laser welding. But aluminum is highly reflective, so the laser light from the welder is only partially absorbed into the metal.
Alternative methods
To get around these difficulties, product designers need to look for alternative methods. Laser welding might work with aluminum welds for automotive powertrain welding. Yet, it is less suitable in the stranded wire application, as this application features round wires which deflect the laser light like a round mirror.
When stranded wires need to be contacted, resistance welding is a more suitable process. In this process, the electrical wire is mechanically stripped from its outer (thick) shielding mantel and placed between two electrodes and two electrical isolating guide blocks. These electrodes move towards each other, compressing all of the strands. Once this pressure is applied, electrical current is switched on and the metal is brought to a fusing temperature. This process is called “compacting” or “wire compacting”.
High level of process control
No matter which method is used to perform automotive stator welding, having a high level of process control is important to the continued success of the welding method. For example, in resistance welding, electrode clamping force and displacement can be measured, derived parameters can be calculated and charted, and voltage and current can be measured. Users can log and store data, then go back to that data if abnormalities are detected.
 Close cooperation
Close cooperation
Welding equipment, including both the power supply and the weld head, plays an important role in process control. New weld head technology further improves and controls weld quality. In all, with this type of application, making the decision between welding methods is complicated. A close cooperation between the product developer, the application lab, and the joint testing/qualification department is required to understand how a suitable design can best be developed.