HF2 Alimentation électrique de soudage par point à onduleur haute fréquence
L’onduleur haute fréquence HF2 commande et contrôle avec précision les paramètres de soudure mécanique ET électrique. Les soudures miniatures sont extrêmement sensibles aux fluctuations thermiques mineures du procédé de soudage par résistance. L’excès de chaleur déforme et détruit les pièces, alors que le manque de chaleur entraîne un assemblage faible et inacceptable. Pour réaliser des soudures cohérentes des petites pièces aux micropièces miniatures, la chaleur doit être régulée avec précision. Cela nécessite une régulation d’énergie supérieure.
Caractéristiques HF2 Alimentation électrique de soudage par point à onduleur haute fréquence
- Retour en temps réel
- Contrôle de la force et du déplacement
- Contrôle de la force
- Fonction enveloppe
- Mode Combo
- Limites de temps et d’énergie
Specifications HF2 Alimentation électrique de soudage par point à onduleur haute fréquence
| Système de contrôle | 2 KHz pulse width modulated (PWM) inverter welding control with constant current, voltage or power feedback operating modes. Feedback response every 250 microseconds. | ||||
|---|---|---|---|---|---|
| Tension de ligne | Three phase, 208, 230, 380 or 460 VAC ±13%, 50/60 Hz | ||||
| Valeur nominale du circuit d'entrée | HF2/208-50 A: HF2/230-50 A; HF2/380-30 A; HF2/460-30 A | ||||
| Courant de soudage | 0.05 – 4.0 kA | ||||
| Puissance de soudage | 0.10 – 9.99 kW | ||||
| Tension de soudage | 0.1 – 5.0 V | ||||
| Période de soudage | 2000 milliseconds (maximum) | ||||
| Affichage graphique des soudures | Graphical display of programmed and actual weld current, voltage and power | ||||
| Fonctions de soudage | 10 functions – basic, braze, dual pulse, pre/weld/post heat, pulsation, quench/te per, roll-spot, weld/repeat, up/down slope and seam | ||||
| Programmes de soudage | The user can save (write) 128 different weld schedules. Weld schedules 1 through 127 can be protected. Schedule O is designed to be used as a scratchpad for schedule development. | ||||
| Signaux d'entrée | . | ||||
| Connecteur d'entrée externe de contrôle à distance | Provides control for the following remote control signals: emergency stop, weld inhibit and remote weld schedule selection. Use dry relay contacts or optocouplers to control remote external input signals. | ||||
| Interrupteur d'allumage | 1-level footswitch, 2-level footswitch, 2-wire firing switch, 3-wire firing switch and optofiring switch. Use dry relay contact or opto-couplers to control input signals. | ||||
| Signaux de sortie | . | ||||
| Relais à semi-conducteurs | 2 user-programmable solid state relays: AC-24/115 VAC @ 15 VA: DC-24 VDC @ 15 VA. | ||||
| Sorties de la commande de la vanne | 2 solid state relay outputs for controlling air actuated weld heads. Valve #1 can control a single 24/115 VAC air head. Valve #2 can control a single 24 VAC air head. | ||||
| Modèle de transformateur HF2 | IT-X3A/230 | IT-X3A/380 | IT-X3A/460 | IT-X11A/230 | IT-X11A/460 |
| Tension d'entrée CA nominale | 208/240 | 400 | 480 | 208/240 | 400/480 |
| KVA entrée (50 %) cycles de service | 9 | 9 | 9 | 19 | 15 |
| Nombre de prises primaires | 1 | 1 | 1 | 2 | 4 |
| Rapport de transformation | 46:1 | 90:1 | 109:1 | 25:1/30:1 | Turns Ratios: 44:1, 52:1, 60:1, 68:1 |
| Tension de sortie maximale à vide (v) | 6.5 | 6.5 | 6.5 | 10.0/12.0 | 11.8/14.3 |
| Courant de sortie maximal (A) | 4,000 | 4,000 | 4,000 | 4,000 | 4,000 |
| Cycle de service (%) au courant maxi | 6 | 5 | 5 | 5 | 5 |
| Modèle | Inverter | IT-X3A/230 IT-X3A/380 IT-X3A/460 | IT-X11A/230 | IT-X11A/460 | |
| Dimensions (L x l x H) | 381 mm x 267 mm x 216 mm (15 in x 10.5 in x 8.5 in) | 368 mm x 183 mm x 183 mm (14.5 in x 7.2 in x 7.2 in) | 455 mm x 183 mm x 183 mm (17.9 in x 7.2 in x 7.2 in) | 470 mm x 183 mm x 183 mm (18.5 in x 7.2 in x 7.2 in) | |
| Poids | 19 kg (42 lb) | 13 kg (29 lb) | 25 kg (56 lb) | 26 kg (58 lb) |
Product applications HF2 Alimentation électrique de soudage par point à onduleur haute fréquence
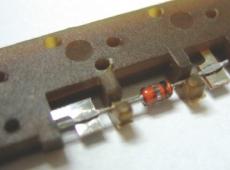 Resistor to terminal
Resistor to terminal
 Seam welding
Seam welding
 Brazing
Brazing
 Capacitor to lead frame
Capacitor to lead frame