
AMADA Automation Days at Hamilton
Hamilton Central Europe SRL, Street. Hamilton no. 2-4, 307210 Giarmata, jud. Timis, Romania
Az autóipari erőátviteli berendezések gyártói számára létfontosságú egy olyan állórész-hegesztési folyamat, illetve berendezés kidolgozása, ami 100%-os folyamatminőséget garantál a teljes autóipari erőátviteli berendezés-gyártósoron. A blog első részében megvitattuk, hogy a meleg peremezés és a csatos (hairclip) hegesztés segítheti a gyártókat a folyamat minőségének fenntartásában.
Az autóipari erőátviteli berendezések hegesztésének egy másik módszere egy alumíniumhuzal közvetlen hegesztése. Ez két okból is nehéz lehet: az alumíniumnak nagyon kicsi az elektromos ellenállása, ezen felül alumínium-oxid kéreggel rendelkezik, amely sokkal magasabb hőmérsékleten olvad, mint maga az alumínium. A közvetlen ellenállás-hegesztés egy alternatívája a lézeres hegesztés. Azonban az alumínium visszaverő képessége rendkívül erős, így a hegesztőgépből származó lézerfényt a fém csak részlegesen nyeli el.
Ezen nehézségek leküzdéséhez a terméktervezőknek alternatív módszereket kell keresnie. Előfordulhat, hogy a lézeres hegesztés működik az autóipari erőátviteli berendezések hegesztéséhez alkalmazott alumínium varratokkal. Mégis kevésbé felel meg a sodort huzalok alkalmazásához, mivel ez a fajta alkalmazás kerek huzalokat használ, amelyek mint egy kerek tükör, eltérítik a lézerfényt.
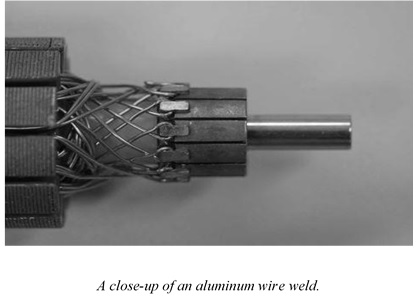
Amikor a sodort huzalokat érintkezésbe kell hozni, az ellenállás-hegesztés megfelelőbb eljárás. Ebben az eljárásban az elektromos huzalt mechanikusan eltávolítjuk a külső (vastag) árnyékoló burkolatától, majd két elektróda és két elektromos szigetelő vezetőblokk között helyezzük el. Ezek az elektródák egymás felé mozognak, és összenyomják az összes szálat. Miután ezt a nyomást alkalmazzák, az elektromos áram bekapcsol, a fém pedig olvadási hőmérsékletre kerül. Ezt a folyamatot hívják „tömörítésnek” vagy „huzaltömörítésnek”.
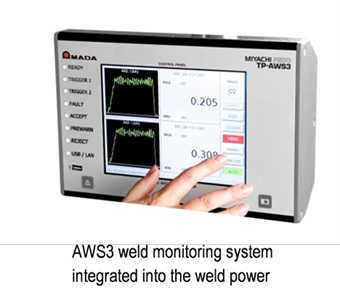
Függetlenül attól, hogy melyik módszert használják az autóipari állórész-hegesztéséhez, a folyamat magas szintű ellenőrzése fontos a hegesztési eljárás folyamatos sikeréhez. Például az ellenállás-hegesztésnél az elektróda szorítóereje és elmozdulása mérhető, a származtatott paraméterek kiszámíthatók és ábrázolhatók, valamint feszültség és áram mérhető. A felhasználók naplózhatják és tárolhatják az adatokat, illetve rendellenességek észlelésekor visszatérhetnek az adatokhoz.
 A hegesztő-berendezések, beleértve a tápegységet és a hegesztőfejet is, fontos szerepet játszanak a folyamatszabályozásban. Az új hegesztőfej-technológia tovább javítja és szabályozza a hegesztési minőséget. Összességében ilyen jellegű alkalmazás esetén a hegesztési módszerek kiválasztása nem könnyű. A termékfejlesztővel, az alkalmazáslaborral, illetve a közös vizsgálati/minősítési osztállyal történő szoros együttműködésre van szükség annak átlátásához, hogy hogyan lehet a legmegfelelőbb tervet kifejleszteni.
A hegesztő-berendezések, beleértve a tápegységet és a hegesztőfejet is, fontos szerepet játszanak a folyamatszabályozásban. Az új hegesztőfej-technológia tovább javítja és szabályozza a hegesztési minőséget. Összességében ilyen jellegű alkalmazás esetén a hegesztési módszerek kiválasztása nem könnyű. A termékfejlesztővel, az alkalmazáslaborral, illetve a közös vizsgálati/minősítési osztállyal történő szoros együttműködésre van szükség annak átlátásához, hogy hogyan lehet a legmegfelelőbb tervet kifejleszteni.