Jelenlegi hely
Szállézeres hegesztés
A lézerhegesztés több fém alkatrész összeillesztésére szolgáló hegesztési technológia. A lézer magas intenzitású sugarat képez, amely egyetlen pontra koncentrálódik. Ez a koncentrált hőforrás vékony, mély és gyors hegesztést tesz lehetővé.
A hagyományos lézerhegesztési technológiák – például a folyamatos hullámú CO2 hegesztőlézerek – pontossága korlátozott, és nem kívánatos magas hőbevitelnek teszik ki a varratot. A hagyományos pulzáló Nd-YAG-lézerek korlátja pedig a maximális hegesztési sebesség, az elérhető minimális pontméret és az elektromos energiából optikai energiába történő átváltás során elérhető hatékonyság. Egyre több alkalmazás kívánja meg a magasabb szintű precíziós szabályozást, az alacsonyabb hőbevitelt, valamint az elektromos energia alacsonyabb szintű fogyasztását. A folyamatos hullámú szállézeres hegesztés egy olyan technológia, amely a fenti tulajdonságok mindegyikét biztosítja.
A szállézerben a lézerfény egy aktív szálban jön létre, majd azt egy olyan flexibilis szállítószál vezeti a munkadarabhoz, amely „fényvezetőként” működik. Ennek a lézernyalábnak a rugalmassága fontos tulajdonság számos anyagfeldolgozás esetén, például a lézeres vágás, a lézeres hegesztés, a lézeres jelölés és a lézeres gravírozás során.
Folyamatos hullám kontra impulzusos hullám fémhegesztés esetén
A szállézerek mindkét energia-eljuttatási típusban -– folyamatos és impulzusos – elérhetők. Amint azt az elnevezése is mutatja, a folyamatos hullámú lézerek (CW-lézerek) folyamatos, nem megszakított kimenetet biztosítanak. Ez a kimenet a bekapcsoláskor felszálló ágú (soft-start), aktív állapotban energiamodulációs és kikapcsoláskor leszálló ágú (kráterkitöltés) lehet. Természetesen ennek a típusú lézernek a ki- és bekapcsolásával is létrehozhatók impulzusok. A legnagyobb teljesítményszint ugyanakkor soha nem lépheti túl az átlagos teljesítményt.
Ezzel szemben az impulzusos szállézerek olyan impulzusenergiát képesek létrehozni, amely átlagteljesítményüknél általában tízszer-hússzor nagyobb. Egy lézer rendelkezhet például 300 W átlagteljesítménnyel és 6000 W csúcsteljesítménnyel. Ezeket a lézereket gyakran a kvázi-folyamatos hullámú (Quasi Continuous Wave, QCW) szállézereknek nevezik.
Nagyon kis alkatrészek és finom struktúrák lézeres hegesztése
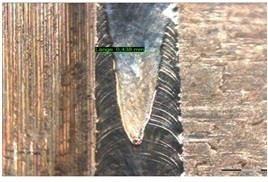
Az alacsony, általában 100 W és 200 W közötti átlagteljesítményű szállézerekkel még a legkisebb alkatrészek hegesztése is elvégezhető. Ezek a következő tulajdonságaiknak köszönhetően kiválóan megfelelnek az ilyen típusú hegesztéseknek: [Szállézeres hegesztés behatolási mélysége]
- Nagyon kis szálmagátmérők. Az alacsony teljesítményszint és a magas nyalábminőség lehetővé teszi akár 500 W teljesítmény eljuttatását is 10 vagy 20 mikronos magokba. Ez nagyon kis méretű hegesztési pontokat eredményez.
- Kiváló teljesítménystabilitás. A szállézer még a teljesítményének körülbelül 10%-án is stabil marad. Egy 200 W-os lézer például 20 W teljesítményen is stabil marad. 1 ms impulzushosszhoz társítva 20 mJ hegesztési impulzus energiák érhetők el. Ez elegendő a precíziós fémhegesztés során előforduló legfinomabb hegesztésekhez is.
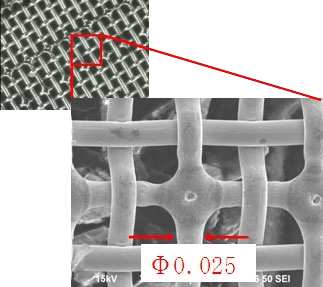
Leggyakoribb alkalmazási területei például a sztentek, a kis méretű orvosi hálók vagy a nyomásérzékelők vékony membránjai. Tipikus anyagai az 50 mikronos Nitinol drótok, a 10 és 50 mikron közötti platinatekercses drótok, a 10 mikronos rozsdamentes acél fóliák stb.
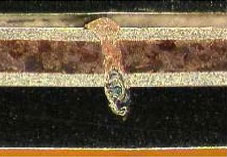
0,012" réz 0,015" acélhoz
0,012" Ni-bevonatú réz 0,015" acélhoz
Közepes teljesítményű finom fémhegesztés magas sebességen
Az 500 és 1200 W közötti teljesítménnyel és a 100 és 300 mikron közötti szálmagátmérővel rendelkező szállézerek általában leváltják a precíziós fémhegesztéshez használt impulzusos YAG- és diszklézereket. Ebben a tartományban a szállézer nagyobb sebességet biztosít ugyanazon beruházási szint mellett, és olykor tízszeres hegesztési sebesség is elérhető. Szemléltetésként: lágyacélban egy 500 W-os szállézerrel 1 mm mély és 1 mm széles varrat körülbelül 1 cm/másodperc sebességgel hozható létre. Ár-érték arányban ez a lézer verhetetlen abban az esetben, ha az alkalmazás lehetővé teszi az ilyen típusú hegesztés használatát.
Közepes teljesítményű finom fémhegesztés egyfrekvenciás lézerekkel
A hegesztés speciális típusa a legfeljebb 500 W-os teljesítménytartományú, és nagyon kicsi – 20 mikron vagy az alatti – szálátmérőjű lézerekkel való hegesztés. A nagyon kis átmérőnek köszönhetően nagyon magas energiakoncentráció érhető el. Ez kulcslyuk-hegesztést eredményez.
Ezt a típusú hegesztést általában szkennerfejjel együtt használják, ami lehetővé teszi a lézernyaláb nagyon magas haladási sebességét. A lézernyaláb haladhat lineárisan vagy a szélesebb hegesztési nyaláb eléréséhez körkörös vagy ingamozgásos minta szerint is.
Fémek hegesztése nagyteljesítményű lézerrel
Az 1000 és 5000 W közötti teljesítménytartományban a szállézerek nagyobb sebességen képesek nehezebb fémcsatlakozások hegesztésére. Az alkalmazási területek nagyon eltérőek lehetnek, például konyhapultok rozsdamentes acél lemezei, LCD tv-k galvanizált acél hátlapjai, elektromos motorok állórészeinek acéllemezei, szerkezeti elemek, mint például turbófeltöltők lefúvatószelepei, rozsdamentes acél membránok, rézvezetékek, akkumulátorfülek stb. Akár 5 mm-es vastagság is hegeszthető akár 50 cm/másodperc sebességgel. Az ebbe a teljesítménytartományba tartozó szállézerek egyre inkább leváltják az egyéb hegesztési eljárásokat, például az ellenállás-hegesztést (ponthegesztést), a TIG-hegesztést, a MIG-hegesztést, az elektronnyalábos hegesztést stb. Az ilyen teljesítményszintű lézerekkel a hegesztési sebesség általában a rendszer vagy alkatrészek mozgatási sebességére, illetve a rendszerbe adagolt és onnan távozó alkatrészek sebességére korlátozódik. Az elkövetkező években ezen lézerek teljesítménye várhatóan évente 20-30%-kal növekszik majd, és egyre több hagyományos hegesztési folyamatot fog leváltani a lézeres hegesztés.