Tu sei qui
Crimpatura a caldo di fili per avvolgimento su capicorda o terminali
La crimpatura a caldo dei capicorda è una tecnologia di giunzione del metallo che utilizza corrente elettrica e pressione meccanica per collegare cavi conduttori di elettricità. La crimpatura a caldo è un tipo di saldatura a resistenza. La crimpatura a caldo si differenzia dagli altri tipi di saldatura a resistenza, poiché utilizza una guaina in metallo conduttore per trasferire la corrente, generare il calore e tenere insieme i cavi. La guaina fonde i cavi e crea una singola parte metallica compattata. La guaina può essere un capocorda, un terminale o una semplice guaina tonda.
La giuntura viene formata grazie a un processo chiamato saldatura a diffusione. Con la saldatura a diffusione, i cavi e del connettore in rame si fondono insieme a una temperatura vicina al punto di fusione, creando una giuntura. Il materiale resta in stato solido, senza mai raggiungere lo stato liquido.

La crimpatura a caldo è simile alla saldatura a resistenza e si affida al calore generato dalla resistenza elettrica del materiale saldato e alla forza utilizzata per tenere insieme i materiali durante la saldatura. Produce collegamenti elettrici con un'altissima conduttività e resistenza di contatto quasi pari a zero e senza cali di tensione significativi. La giuntura prodotta dalla crimpatura a caldo presenta un'elevatissima resistenza alla trazione e non si indebolisce nel tempo a causa di vibrazioni o temperature, trattandosi di una singola, solida parte di metallo. Il riscaldamento tempra il metallo e riduce lo stress meccanico nella giuntura, minimizzando lo sforzo sul rame del cavo e del terminale dopo il processo di giunzione.
In molti casi, questi fili per avvolgimento sono isolati elettricamente. L'isolante può essere lacca o una pellicola polimerica come poliuretano, poliammide, poliestere o polimmide. L'intenso calore generato dalla crimpatura a caldo provoca la vaporizzazione dell'isolamento durante la crimpatura. Eliminando la fase di produzione di stripping dell'isolante, aumenta la produttività di realizzazione dei collegamenti elettrici. Inoltre il superamento della fase di spellatura, non viene rimosso alcun metallo, garantendo la massima resistenza.

Esempi di applicazioni di crimpatura a caldo
La crimpatura a caldo viene utilizzata dal 2011 dai principali produttori di motori elettrici in Europa, come Bosch, Siemens e Volkswagen. È di fatto una tecnologia relativamente nuova, ma molto produttiva. Per decenni, queste aziende hanno utilizzato macchinari o prodotti chimici per lo stripping del rivestimento in lacca dalle estremità dei fili per avvolgimento, prima di crimparli su guaine o terminali ad anello in rame. Come precedentemente descritto, la crimpatura a caldo, a differenza di questo procedimento, vaporizza l'isolante durante la lavorazione del cavo e del terminale, o della guaina. Eliminando il passaggio di stripping, la crimpatura a caldo consente a questi produttori di incrementare la produttività.
I fili per avvolgimento sono conduttori elettrici isolati in rame (o alluminio) utilizzati in dispositivi elettromagnetici come motori e trasformatori. Il cavo è avvolto in bobine per generare un campo elettromagnetico. Un terminale in rame, che può essere ricoperti di stagno, nichel o argento, viene collegato all'estremità libera del cavo per poterlo collegare a una fonte alimentazione elettrica. La crimpatura a caldo permette la giunzione di fili per avvolgimento standard, a elevata frequenza (per frequenze maggiori di 10 kilohertz) e di fili in rame non isolati. La crimpatura a caldo permette di saldare singoli fili per avvolgimento sottili fino a 30 AWG (0,05 mm2) o un fascio di fili spesso fino a 400 millimetri quadrati (a trefoli o intrecciati).
La maggior parte dei fili smaltati sono prodotti in rame completamente temprato e raffinato elettroliticamente. I fili smatati in alluminio sono meno comuni. Questo a causa della inferiore conduttività elettrica dell'alluminio e della necessità di una sezione trasversale 1,6 volte più grande rispetto al rame per ottenere una resistenza CC comparabile.
I fili di rame smaltato con diametro inferiore (da 20 AWG a 36 AWG) tendono ad avere una sezione trasversale tonda. I fili più spessi sono spesso rettangolari (con angoli arrotondati) o quadrati per massimizzare l'uso dello spazio di avvolgimento disponibile. Questi fili sono anche chiamati "fermagli", facendo riferimento alla forma di piegatura nei motori elettrici.
La crimpatura a caldo ha subito una forte crescita nel mercato automotive, grazie all'elettrificazione del gruppo motopropulsore. Le connessioni a corrente elevata dalla batteria all'inverter, dall'inverter al motore elettrico e all'interno di questi componenti possono utilizzare la crimpatura a caldo come tecnologia di giunzione. La bassa resistenza elettrica consente di ridurre le temperature dei componenti in funzione, aumentare l'affidabilità e l'efficienza elettrica dei componenti, rispetto alle tecnologie di giunzione convenzionali.
Un altro mercato in crescita per la crimpatura a caldo è quello delle energie rinnovabili, dove spesso vengono generate elevate correnti, come i generatori eolici, le turbine idroelettriche, le installazioni fotovoltaiche, ecc.
Miglioramento rispetto alla crimpatura a freddo tradizionale dei capicorda
La normale crimpatura "a freddo" collega il terminale o il capocorda utilizzando solo la pressione. Questo può causare un deterioramento del contatto all'allentamento della pressione. La crimpatura "a freddo" può anche essere soggetta a una corrosione della cavità. Entrambi i problemi non sono presenti con una crimpatura a caldo di buona qualità.
Attrezzatura e funzionamento
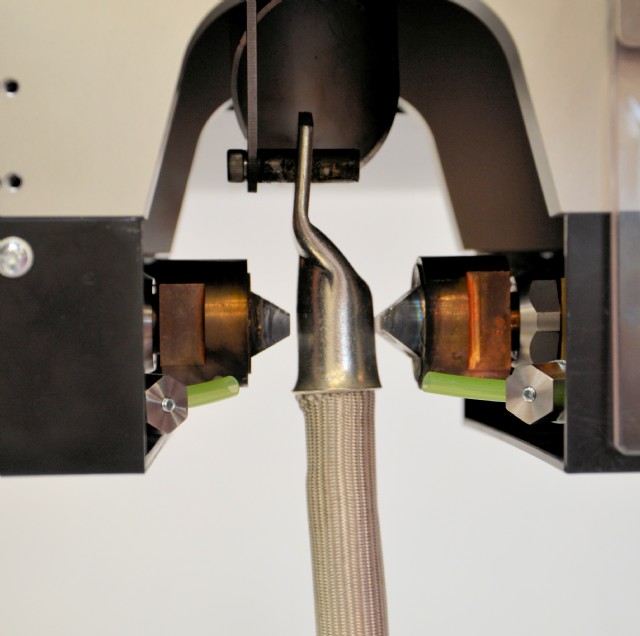
Con una saldatrice da banco, l'operatore posiziona la bobina avvolta da un filo smaltato nel macchinario, inserisce le estremità aperte del cavo nel terminale e avvia il ciclo di saldatura. Entro alcuni millisecondi, le teste di saldatura rilasciano corrente sufficiente per produrre una temperatura di circa 700° C al terminale. Questa temperatura è abbastanza elevata per vaporizzare l'isolante e saldare le estremità del filo tra loro e con il terminale. Un estrattore di fumi MIYACHI EAPRO scarica i vapori.
Terminata la saldatura, avviene un raffreddamento in due fasi del terminale. In pochi secondi il terminale si raffredda fino a circa 100 °C. Dopo alcuni altri secondi, si raffredda a 50 °C e può essere rimosso manualmente dalla macchina.
I sistemi semi-automatici includono un piccolo pallet che sposta il componente dentro e fuori dalla macchina per la crimpatura a caldo. Può trattarsi di un sistema in linea o di una tavola rotante. L'operatore inserisce le estremità del filo nel terminale, attiva la macchina e rimuove il componente dal pallet una volta raffreddato. Tutti i dati di saldatura sono archiviati nella macchina e sono facilmente accessibili. I produttori possono utilizzare questi dati per verificare o modificare rapidamente i parametri di saldatura, oppure per motivi di tracciabilità del prodotto.
