Usted está aquí
Choosing the right welding system for battery packs
Battery pack manufacturing has experienced tremendous growth in recent years. Due to power train electrification, as well as cordless power tools, stationary energy storage products. Moreover, electric vehicles are becoming standard on the road today. Electro mobility is the key factor to reduce the worldwide direct emissions of the traffic. Private automobiles, transportation trucks, bikes, motorcycles, scooters and more, all can be driven by electrical power provided by batteries.
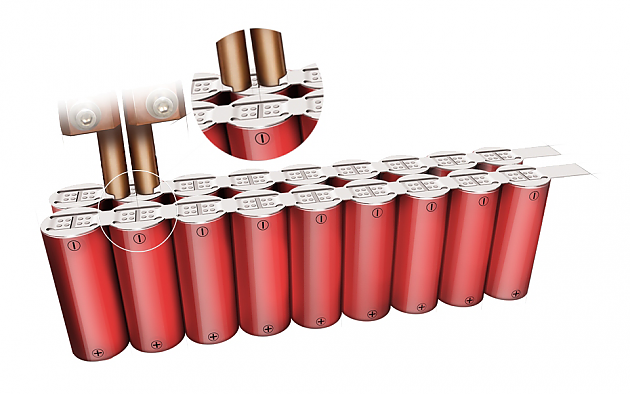
Tab-to-terminal connection is one of the key battery pack welding applications. Manufacturers need equipment, systems, and automated lines that meet quality and production requirements for these products. The critical process step for battery pack welding is joining the individual batteries together using a collector plate which consists of tabs for the individual cells to be welded to both the positive and negative terminals.
Different challenges, different solutions
Selecting the appropriate battery pack welding technology involves many considerations, including materials to be joined, joint geometry, weld access, cycle time and budget, as well as manufacturing flow and production requirements. Depending on the challenges of a manufacturer several alternatives are available for battery tab to connector welding, for example: laser welding, resistance welding, micro-arc welding (also known as pulse-arc) and ultrasonic welding.
What could be your solution? Let’s go through the alternatives one by one.
1. Resistance Welding
Resistance Welding is the traditional welding technology used for battery pack manufacturing. This reliable technology has been around for years and requires relatively low investment levels. Resistance Welding is a relatively straightforward process – the operator simply pushes down the battery tab with a weld head, which is operated by a cable or footswitch, and starts the weld.
Because one is physically touching the part, resistance welding offers the easiest process data management and monitoring. The equipment can easily measure the welding process, including electrical parameters like current, voltage, resistance, power and mechanical parameters like force, height and movement of electrodes during welding.
2. Laser Welding
Laser Welding is a non-contact process and has a fast cycle time. Non-contact process, so no electrodes touch the part and therefore has a low pollution of the part. The laser weld is formed as the intense laser light rapidly heats the material - typically calculated in milliseconds. Laser welders can join a wide range of steels, nickel alloys, titanium, aluminium, and copper. They are ideal for applications where the components would deform under mechanical pressure.
With laser welding, there is an unlimited connection area. So, one can achieve larger connection areas and reduce electrical losses compared to resistance welding. This lowers electrical resistance from the battery to the battery tab. For example, a company that specialises in manufacturing batteries for passenger vehicles achieved 21 percent more starting energy from a battery pack by switching from Resistance to Laser Welding.
3. Micro-arc Tungsten Inert Gas (TIG) Welding
Micro TIG Welding is a highly efficient non-contact method for generating localised heat and is frequently used for welding conductive battery interconnects. A controlled and therefore easily monitored current is passed into the elements to be welded.
The heat generated is due to the resistance of the electric arc and its associated current, and hence is independent of the product conductivity. Therefore, a highly controlled method of developing localised welding temperatures that are suitable for joining materials up to 0.5 mm in thickness onto conductive battery cans.
In combination with custom TIG torches that provide electrical return contacts and arc shielding, micro TIG welding units can be readily configured for manual battery pack assembly or high volume, multi-spot battery pack assembly with automatic step and repeat torch positioning.
4. Ultrasonic Welding
Ultrasonic Welding was originally used in battery pack applications because of its ability to weld dissimilar metals, for example, welding aluminium to copper. As laser welding has also developed this capability, it has largely supplanted ultrasonic welding for welding dissimilar metals.
The big advantage of this technology in the past (ability to weld dissimilar metals) can now be achieved with Laser Welding, and because of the drawbacks (vibration and higher heat), this technique is fading into the background nowadays.
Summing up: every technology has pros and cons
The battery pack/battery module manufacturing process is extremely labour-intensive. Automating the battery tab welding process is essential for developing a stable and reproducible process that ensures quality.
As mentioned earlier, choosing the appropriate battery pack welding technology involves many considerations. In the table below you will find an overview of all advantages and disadvantages of all possible battery pack welding technologies.
Welding technologies for battery packs: an overview of the advantages and disadvantages
| Welding technology | Advantages | Disadvantages | Material thickness | Speed (welds/second) |
Consumables |
|---|---|---|---|---|---|
| Resistance Welding |
Closed loop feedback and easy to monitor weld process Self-tooling Able to weld plated materials |
Limited connection area Cannot be used with higher electrical conductor material |
0.2 to 5mm | Up to 1 | Electrode |
| Laser Welding | High speed Small heat affected zone Tailored weld patterns Various joint geometries. Can weld dissimilar metals. Able to weld plated materials. Process monitoring available. |
More reliant on tooling to ensure part contact. Part materials dictate type of laser required. |
0.2 to 2mm | Up to 20 | Cover glass Cover gas |
| Micro-arc Welding | Multiple heads from one unit Able to weld plated materials |
Large heat affected zone. Electrode wears |
0.2 to 2mm | Up to 1 | Electrode Cover gas |
| Ultrasonic Welding | Weld dissimilar metals Self-tooling |
Vibration damage Higher heat can damage batteries Expensive consumables |
0.2 to 2mm | Up to 1 | Sonotrode |
Testing and making the right choice
AMADA WELD TECH has developed efficient, automated systems that will help move manufacturers forward. Our systems can easily be integrated into battery pack production lines to ensure efficiency and quality to support your growing production requirements.
We have a vast amount of experience with welding battery packs. Moreover, finding creative joining solutions is what we do. We can help you by testing your samples in one of our technology centres. After the testing we help you determine the best possible solution for your battery pack manufacturing challenge.