Vous êtes ici
Relever les défis pour mettre en œuvre un procédé de soudage de stator de véhicules automobiles robuste et stable : Partie 2
Pour les fabricants de groupes motopropulseurs de véhicules automobiles, il est crucial de concevoir un procédé et un matériel de soudage de stators assurant une qualité à 100% dans les procédés au sein d'une chaîne complète de production de groupes motopropulseurs de véhicules automobiles. Dans la première partie de ce blog, nous avons discuté comment le sertissage à chaud et le soudage à pince à cheveux peut aider les fabricants à maintenir la qualité du procédé.
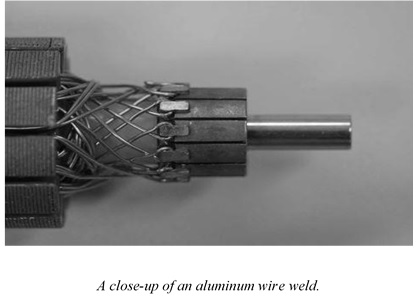
Une autre méthode pour réaliser le soudage du groupe motopropulseur d'un véhicule automobile consiste à utiliser une soudure en aluminium. Cette méthode peut s'avérer difficile pour deux raisons : l'aluminium offre très peu de résistance électrique et il est pourvu d'une peau d'oxyde d'aluminium qui fond à une température beaucoup plus élevée que l'aluminium. Une autre possibilité pour éviter le soudage par résistance direct est le soudage laser. Mais comme l'aluminium est très réfléchissant, la lumière laser de la machine à souder n'est que partiellement absorbée dans le métal.
Pour surmonter ces difficultés, les concepteurs de produits doivent chercher d'autres possibilités. Le soudage laser peut fonctionner avec des soudures d'aluminium pour le soudage de groupes motopropulseurs de véhicules automobiles. Cependant, il est moins approprié dans une application à fils torsadés, car cette application a des fils ronds qui dévient la lumière laser comme un miroir rond.
Pour joindre des fils torsadés, le soudage par résistance est un procédé plus convenable. Dans ce procédé, le fil électrique est mécaniquement dénudé de sa gaine de blindage (épaisse) extérieure et placé entre deux électrodes et deux blocs de guidage isolants électriques. Ces électrodes peuvent se déplacer l'une vers l'autre en comprimant tous les torons. Une fois cette pression appliquée, le courant électrique est établi et le métal est soumis à une température de fusion. Ce procédé est dénommé « compactage » ou « compactage de fil ».
Quelle que soit la méthode employée pour effectuer le soudage du stator de véhicules automobiles, il est important d'exercer un contrôle rigoureux sur le procédé pour prolonger le succès de la méthode de soudage. Par exemple, dans le soudage par résistance, la force de serrage et le déplacement de l'électrode peuvent être mesurés, les paramètres dérivés peuvent être calculés et tracés et la tension et le courant mesurés. Les utilisateurs peuvent consigner et stocker les données et se reporter à ces données en cas d'anomalies.
 Le matériel de soudage, ainsi que l'alimentation électrique et la tête de soudage, jouent un rôle important dans le contrôle des procédés. La nouvelle technologie de têtes de soudage permet d'améliorer et de contrôler davantage la qualité de la soudure. En somme, avec ce type d'application, faire un choix parmi les méthodes de soudage peut être compliqué. Une coopération active entre le développeur de produits, le laboratoire d'application, et le service conjoint essais/qualification est indispensable pour comprendre comment une conception adéquate peut être mise au point au mieux.
Le matériel de soudage, ainsi que l'alimentation électrique et la tête de soudage, jouent un rôle important dans le contrôle des procédés. La nouvelle technologie de têtes de soudage permet d'améliorer et de contrôler davantage la qualité de la soudure. En somme, avec ce type d'application, faire un choix parmi les méthodes de soudage peut être compliqué. Une coopération active entre le développeur de produits, le laboratoire d'application, et le service conjoint essais/qualification est indispensable pour comprendre comment une conception adéquate peut être mise au point au mieux.
Upcoming events
Solutions personnalisées
Envoyez-nous votre échantillon et nous développerons une solution personnalisée