You are here
Lasers in Medical Device Manufacturing: Stent Processing
Stents are tubular elastic structures made from metal or polymer, which are implanted into the human body to give support for tubular shaped tissues, for example arteries, the bile duct or oesophagus.
Wire and tubing are the most widely used materials for producing expandable and self-expanding stents.
Stents for vascular, biliary and oesophageal applications are often processed using laser technology; the accuracy and precision at an incredibly small scale that lasers offer is ideal for stent processing. When stents are manufactured from a tube or rod, laser cutting is commonly used to remove excess material and create the desired flexibility. For wire stents, the wires need to be joined, which is often done with a laser welder. The final step is trimming (snipping) the excess wire. This snipping of the wire can be done manually, but can also be automated with a laser snipper.
AMADA WELD TECH supplies all three laser systems: for cutting, welding and snipping for metal and polymer stents.
Laser cutting of metal stents
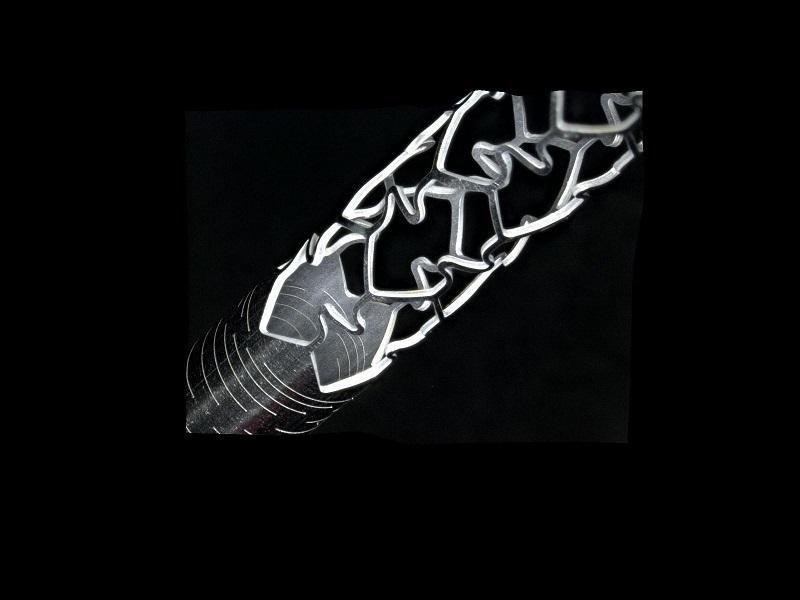
Metal stents are expandable metal grid structures. The intricate filigree grid structures that enable stents to achieve their impressive diameter expansion ratios may be produced using precision laser-cutting technology.
Laser cutting of stents has developed rapidly in line with demands from the medical device industry. It is possible to laser cut extremely complex shapes in 1–25 mm outer diameter tubes with walls as thin as 0.2 mm. The trend is to further reduce strut dimensions from about 110 µm down to 60–85 µm. These requirements demand an accurate laser-cutting system.
Depending on the specific application, the types of laser utilized in stent cutting include: flash lamp pumped Nd:YAG lasers; fibre lasers; disk lasers; and nanosecond, picosecond or femtosecond lasers.
Laser welding of cardiovascular/vascular wire stents
Stents, especially for cardiac and vascular applications, can be manufactured by braiding or knitting thin metal wires. Welds are needed to join the individual wires together in order to ensure the functionality of the stent. Depending on the geometry, 10 to 100 individual welds are present on each metal wire stent, and all welds need to be perfect quality.
For mass production of stents, an automatic camera-based vision system is used to position the stent relative to the target area of the laser spot. The laser spot is positioned exactly in the middle of the trench between the two adjacent wires. A stable laser-pointing accuracy and the accuracy of the laser optics all contribute to the desired precision to process the stents with the AMADA WELD TECH systems.
Laser snipping (cutting) of excess wire of cardiovascular/vascular wire stents
After laser welding of the metal wires, the excess wire needs to be removed. Although it is possible to cut the wire manually, for larger series of cardiovascular stent preparation laser snipping is a reliable, traceable (production data stored and accessible according to FDA standards), low-cost, repeatable and fast technology. For laser-snipping systems, dependent on the application, a nanosecond, picosecond or femtosecond laser is used to cut the wire.
AMADA WELD TECH has developed a system for laser snipping excess wire, based on the Jupiter welding system. The Jupiter is the modular production system platform created by us. The appropriate laser and optics are configured for each customer’s production requirements.




